

汽车供应商Boge Elastmetall采用局部增强纤维复合材料制造与安全相关的结构部件。以制动踏板的为示例,Boge Elastmetall介绍了开发和制造过程。合作伙伴包括塞拉尼斯公司(材料供应商),Cevotec公司(负责结构设计),M.A.i公司(负责自动化生产技术)。
系列组件中的UD带
混合设计将具有不同特性的材料组合在一个组件中,并可以降低部件的重量的同时也使得成本得以有效控制。根据在组件部件级别的正确位置使用正确材料的原则,这可以将组件性能要求细化到局部。因此,纤维增强塑料越来越多地取代金属构件的区域,车辆结构部件中塑料的比例正在增加。对于汽车制造商而言,具有短且连续的纤维增强热塑性塑料的经济轻量化设计是非常有前景的应用。
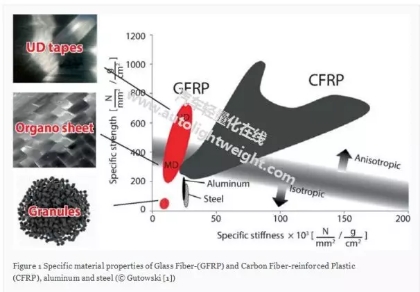
连续纤维增强热塑性材料由纤维和基质组成。纤维特有的材料特性提供了高轻量化设计潜力,如图1所示,而热塑性基质加工时间短,因此可以实现大批量。有机薄片和带之间有所区别:如果纤维主要沿一个方向排列并以薄层形式提供,则它们被称为单向带(UD带)。然而,如果纤维结构是多维的,例如通过经线和纬线或通过将不同的纤维取向彼此缝合,则这些是所谓的有机片。
为了表示有机片中的不同纤维取向,使用纺织技术。例如,纤维在不同方向上编织或铺设,并在用热塑性塑料浸渍之前缝合。相比之下,UD带直接由纤维粗纱制成。粗纱可以从线轴上展开并直接通过热塑性熔体拉制。这种缩短的工艺流程使得半成品成本得到有效控制,使得半成品UD带具有吸引力。
随着件数的增加,零件成本接近材料成本并减少加工费用的比例。因此,只要保证了带材层压材料生产中的质量通过量,使用有机片材或带材的决定因素取决于体积方案。但对于大批量生产而言,UD带仅在经济上是可行的,因为还没有用于快速堆叠UD带的设施或装置,使其可以批量生产。

当在系列产品中使用UD带时,这就会带来严重的问题。应对这种挑战并生产基于UD带的系列组件是Boge Elastmetall牵头下的合作伙伴在材料、产品、制造工艺和相关系统工程开发中的主要任务。该开发是使用制动踏板的例子实现的,图3。

纤维毡复合材料的制造工艺途径
有机板的壁厚是根据壳体最大载荷的现有技术水平设计的。在周边地区,外壳尺寸过大。如果纤维复合材料含量可以适应壳体的局部要求,例如通过纤维的局部取向,局部纤维体积含量或局部壁厚,则会更好。按照这种方法,有机板的尺寸过小,使得它承受大面积的应力,并通过应用载荷路径定向带局部加固,如图4所示。

这导致有机板和用于壳的UD带的混合构造,其中有机板对应于壳体积的主要部分(质量流速)和局部的,多向(MD)应用的纤维带加强壳体。它们在本地面向负载路径。该方法提高了纤维效率,降低了壁厚,从而降低了部件重量以及悬垂和再固结期间的循环时间。
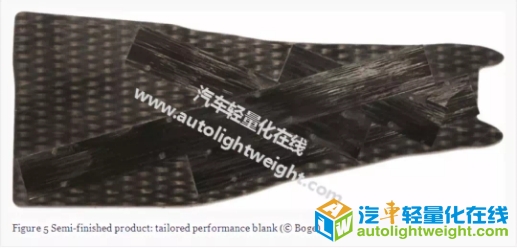
制造过程分为两个阶段:第一,由有机板和纤维带制成的定制坯料,即所谓的定制性能空白。有机板坯作为稳定的基座,UD带的条带根据负载路径自动连接到该基座。随后,这种定制的坯料也被自动加热,覆盖,固结并用注塑料注塑成型。
预处理工艺
在该技术可以应用于批量生产之前,除了开发自动化技术之外还有许多其他问题需要回答,可以分为不同的开发级别,如图5所示。
当有机片材和UD带以联合方法加工时,必须使UD带在所有操作条件下(例如温度和湿度)承受静态和动态载荷。且UD带不能分层或撕裂。为此,必须确保表面与表面的粘合剂粘合。这需要适当高的基质压力和高于熔点的温度。
半成品的所有公差范围内保持高基质压力和工艺参数,以便在覆盖工具中合并所有层而无需中间步骤。因此,仅粘贴的UD带和有机片一起加热。
基于仿真的设计
如果UD带现在可以在单一的一个工艺步骤中安全地应用于有机板,那么需要解决的问题就是以何种长度安置在组件中的什么位置,如图6所示。

Cevotec通过计算机辅助模拟回答了这个问题。为此,需要材料属性和参数:特别是,在实际应用条件(如湿度和温度)下确定材料的应力-应变曲线。此外,样品取自注塑料,并在有机板和有机板的组合中用UD带进行测试,并与模拟结果进行比较以验证模型。
另一个先决条件是连续纤维壳的单层模拟和优化注塑料拓扑结构的能力。在开发周期开始时,建立没有UD带的第一模型,并且基于经验值使有机板的壁厚度变小。有机板的纤维取向通过运动垂直模拟来优化;肋结构的设计借助拓扑优化。施加在该坯料上的载荷提供有机板内的应力水平和分布。连续纤维壳的过载区域可以沿着主要的主应力方向连续地铺设或堆叠带。组装的UD带会改变连续的纤维外壳,从而影响外壳的刚度。这导致对拓扑优化的反馈,并因此导致对肋结构的反馈。如果在UD带,有机板和注塑料的组合中满足经济和机械要求,则完成开发的模拟部分中的迭代。壳模型的开发近似于有机板的轮廓以及UD带的数量,位置和方向。
自动化生产
根据工艺要求,合作伙伴MAi的设备包括两个工厂:铺带(堆叠)制造单元,其中UD带被切割成尺寸,铺设或堆叠在有机板上并固定,以及制造单元用于处理定制的性能。
在第一个制造单元中,将用于定制性能坯料的胶带和有机板组合在一起,放置了两个半成品,图6。有机板作为成型坯料的堆叠送入;UD带增强件以卷的形式制造。两个半成品都连接在一起,并创建了一个半成品,如图5所示。
根据组件设计,UD胶带被切割成一定尺寸并由相机系统在线测量,用于在机器人拾取胶带之前获得夹具手的基本几何参数,例如长度,宽度和位置。同时,第二个相机系统监控有机板的轮廓和位置。磁带和有机板坯的几何数据是已知的,系统计算每个磁带的放置位置。然后,放置在这些位置的UD带在几个点通过激光进行定位焊接。通过激光,磁带定位或与磁带长度相关的位置进行的焊接和用于图像处理的系统都是可自由编程的,这使得该系统概念灵活且安全地处理。每个胶带的定位焊点数,它们的位置和每个单独的定位点都可以自由编程。
在第二步中,将定制的坯料加热至高于基质的熔点,成形,覆盖并重新固结。这在UD带和有机板之间形成材料结合,并且与模具焊接工艺相当。将形成的部件冷却至低于熔点的温度并插入空腔中进行包覆成型。同时,壳在表面区域达到足够的温度,以在与注塑料接触时产生永久性粘合。在注射成型工艺之后,可以去除成品部件。完成冷却,组装,包装和交付。
总结
随着产量的增加,部件成本渐近地接近材料成本,而部件成本是决定制造成的主要因素。因此,决定是否应用有机薄片或UD带取决于单价方案。Boge Elastmetall与合作伙伴Celanese,Cevotec和M.A.i合作,成功制造了用于批量生产的安全部件的UD带增强件,以满足汽车行业的要求。结构仿真采用单层仿真方法结合运动垂直仿真和拓扑优化后塑料包覆成型的附加建模。批量生产基于两阶段工艺,具有扁平带堆叠装置和随后的覆盖,分别在一个工艺步骤中重新固结而无需中间固结。在随后的工艺步骤中,可以使用Boge Elastmetall开发的组合工艺作为使用注塑料进行全自动成型,再固结和包覆成型的基础。
作者:Daniel HäFFelin,Neven Majic,Sascha Bockelkamp.etal.



